Catenary Sag үшін ескертпелер
Белдік жұмыс істеп тұрған кезде, белдіктің дұрыс тартылуын, сәйкес ұзындығын және белдік пен жұлдызшалар арасында ешқандай байланыс болмауын сақтау өте маңызды.Конвейер жұмыс істеп тұрған кезде, таспаны тарту үшін қолайлы кернеуді сақтау үшін қосымша ұзындық кері бағытта катенарлық шөгу арқылы сіңеді.
Егер конвейер таспасы кері қайтару жолында шамадан тыс ұзындыққа ие болса, жетек/бос жүріс тісті доңғалақ таспамен байланысы жоқ, нәтижесінде жұлдызшалар жолды немесе рельстерді конвейерден ажыратады.Керісінше, егер белбеу тарылса және қысқа болса, тартылу кернеуі артады, бұл күшті кернеу белдіктің жүру жолын тоқтау жағдайында немесе жұмыс кезінде қозғалтқыш шамадан тыс жүктеледі.Таспаның беріктігінен туындаған үйкеліс конвейер таспасының қызмет ету мерзімін қысқартуы мүмкін.
Температураның өзгеруі кезіндегі материалдың термиялық кеңеюі мен жиырылуының физикалық жағдайына байланысты кері бағытта катенарлық шөгудің ұзындығын ұлғайту немесе азайту қажет.Дегенмен, түйісу позициялары арасындағы дәл өлшемді және қосу кезінде қажетті тісті жұлдызшалардың нақты өлшемін есептеу арқылы катенарлық шөгу өлшемін алу сирек.Жобалау кезінде ол әрқашан назардан тыс қалады.
Біз HOGNSBELT сериялық өнімдерін пайдаланбас бұрын пайдаланушылардың анықтамасы үшін нақты сандық талдаумен тәжірибелік тәжірибенің кейбір мысалдарын келтіреміз.Кернеуді дұрыс реттеу үшін осы тараудағы Кернеуді реттеу және Катенардың шөгу кестесін қараңыз.
Жалпы тасымалдау
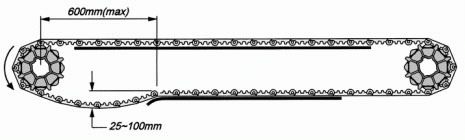
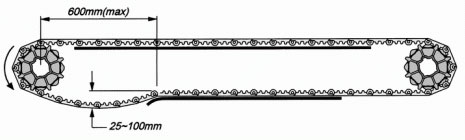
Жалпы ұзындығы 2М-ден аз конвейерді қысқа конвейер деп атадық.Қысқа қашықтыққа тасымалдауды жобалау үшін қайтар жолға тозу жолақтарын орнату қажет емес.Бірақ катенарлық шөгудің ұзындығын 100 мм шегінде бақылау керек.
Егер конвейер жүйесінің жалпы ұзындығы 3,5 М-ден аспаса, жетек жұлдызшасы мен кері жолдың тозу жолағы арасындағы ең аз қашықтық 600 мм шегінде бақылануы керек.
Егер конвейер жүйесінің жалпы ұзындығы 3,5 М-ден асса, жетек жұлдызшасы мен кері тозу жолағы арасындағы максималды қашықтық 1000 мм шегінде бақылануы керек.
Орта және ұзақ қашықтыққа конвейер
Конвейердің ұзындығы 20м-ден асады, ал жылдамдығы 12м/минуттан төмен.
Конвейердің ұзындығы 18м-ден қысқа, ал жылдамдығы 40м/мин дейін.
Екі жақты конвейер
Жоғарыдағы суретте бір қозғалтқыш конструкциясы бар екі жақты конвейер, тасымалдау жолы және қайтару жолы екеуі де тозу жолақтарымен жасалған.
Жоғарыдағы суретте екі қозғалтқышы бар екі бағытты конвейер.Синхронизатор тежегіші және ілінісу тежеу құрылғысы туралы қосымша мәліметтер алу үшін аппараттық құрал дүкенінен кеңес алыңыз.
Орталық жетек
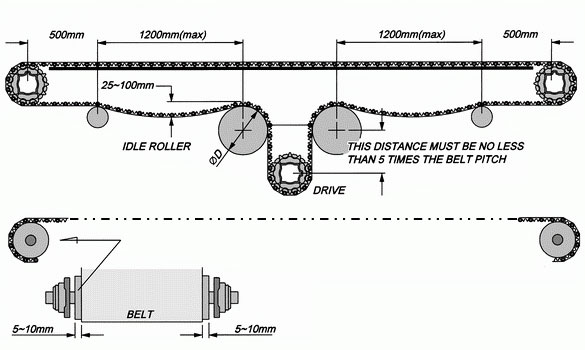
Екі жағындағы бос жүріс бөліктерінде қосалқы тірек мойынтіректерін қабылдамау үшін.
Бос роликтің минималды диаметрі - D (қайтару жолы)
Бірлік: мм
| Сериялар | 100 | 200 | 300 | 400 | 500 |
| D (мин.) | 180 | 150 | 180 | 60 | 150 |
Кернеуді реттеуге арналған ескертпелер
Конвейер лентасының жұмыс жылдамдығы әдетте әртүрлі тасымалдау мақсатына сәйкес келуі керек.HONGSEBLT конвейер таспасы әртүрлі жұмыс жылдамдығына жарамды, HONGSEBLT конвейер лентасын пайдалану кезінде таспа жылдамдығы мен катенарлық шөгу ұзындығы арасындағы пропорцияға назар аударыңыз.Қайтару жолында катенарлық шөгудің негізгі функцияларының бірі белдік ұзындығының ұлғаюын немесе азаюын қамтамасыз ету болып табылады.Тиісті диапазондағы катенарлық шөгудің ұзындығын бақылау, жетек білігінің жұлдызшаларымен түйіскеннен кейін белдіктің жеткілікті керілуін сақтау қажет.Бұл жалпы дизайндағы өте маңызды нүкте.Белдіктің дұрыс өлшемін алу үшін осы тараудағы Катенардың шөгу кестесі мен ұзындығын есептеуді қараңыз.
Кернеуді реттеу
Конвейер таспасы үшін қажетті кернеуді алу мақсатына келетін болсақ.Негізінен конвейер конвейердің жақтауына кернеуді реттейтін құрылғымен орнатудың қажеті жоқ, ол тек таспаның ұзындығын ұлғайту немесе азайту керек, бірақ одан дұрыс кернеу алу үшін көп жұмыс уақытын қажет етеді.Сондықтан конвейердің жетек/қозғалмалы дөңгелегіне кернеу реттегішін орнату идеалды және дұрыс кернеуді алудың оңай жолы болып табылады.
Бұрандалы стильді реттеу
Тиісті және тиімді белдіктің керілуін алу үшін.Бұрандалы түрдегі қабылдағыштар реттелетін машина бұрандаларын пайдалану арқылы ауысымдардың біреуінің, әдетте бос жүрістің орнын ауыстырады.Білік мойынтіректері конвейер жақтауындағы көлденең ойықтарға орналастырылған.Бұрандалы түрдегі қабылдағыштар білікті бойлай жылжыту үшін қолданылады, осылайша конвейердің ұзындығы өзгереді.Бос орын арасындағы ең аз қашықтық конвейер жақтауының ұзындығының ені кемінде 1,3% және 45 мм-ден кем болмауы керек.
Төмен температурада іске қосу туралы ескертпелер
HONGSBELT белбеуін төмен температура жағдайында пайдаланған кезде, оны іске қосу кезінде белдікте қату құбылысын байқау керек.Өйткені, соңғы рет жуудан немесе өшірілгеннен кейін қалған су төменгі температура қалыпты температураға оралған кезде қатып қалады және белдіктің түйісу орны қатып қалады;бұл конвейер жүйесін кептеледі.
Жұмыс кезінде бұл құбылысты болдырмау үшін алдымен конвейерді жұмыс күйінде іске қосу керек, содан кейін қалған суды біртіндеп кептіру үшін мұздатқыштың желдеткіштерін іске қосып, біріктіру орнын белсенді күйде ұстау керек.Бұл процедура таспаның түйісу орнында қалған судың қатып қалуына байланысты күшті кернеуге байланысты конвейердің үзілуін болдырмайды.
Гравитациялық стильді түсіретін ролик
Төмен температурада жұмыс жағдайында тірек рельстері өте суық температурада жиырылуына байланысты деформациялануы мүмкін және белдіктің біріктіру орны да қатып қалады.Бұл конвейер лентасының қалыпты температурада жұмыс істеуден ерекшеленетін инерция жағдайында жұмыс істеуіне себеп болады.Сондықтан белдікке гравитациялық роликті кері жолмен орнатуды ұсынамыз;ол белдіктің дұрыс керілуін және жұлдызшалардың дұрыс қосылуын сақтай алады.Гравитациялық роликті белгілі бір қалыпта орнату қажет емес;дегенмен, оны жетек білігі сияқты жабық етіп орнату ең тиімді нәтиже береді.
Гравитациялық стильді қабылдау
Гравитация стилін қабылдау келесі жағдайларда қолданылуы мүмкін:
Температураның ауытқуы 25 ° C-тан жоғары.
Конвейер қаңқасының ұзындығы 23М астам.
Конвейер жақтауының ұзындығы 15 М-ден аз, ал жылдамдығы 28М/мин жоғары.
Үздіксіз жұмыс жылдамдығы 15М/мин, ал орташа жүктеме 115 кг /М2-ден асады.
Гравитациялық стильді түсіретін роликтің мысалы
Гравитация стиліндегі роликті созуды реттеудің екі әдісі бар;бірі катенарлық шөгу түрі, екіншісі консольдық тип.Төмен температуралы ортада катенарлық шөгу түрін қабылдауды ұсынамыз;егер жұмыс жылдамдығы 28М/мин астам болса, біз сізге консоль түрін қабылдауды ұсынамыз.
Гравитациялық стильдегі тарту роликтің стандартты салмағы үшін 5°C-тан жоғары қалыпты температура 35 Кг/м, ал 5 °C төмен температура 45 Кг/м болуы керек.
Гравитациялық стильдегі тарту роликінің диаметрі ережелері үшін 100 сериясы және 300 сериясы 200 мм-ден, ал 200 сериясы 150 мм-ден жоғары болуы керек.
Ұзындығы конвейер
ФОРМУЛА:
LS=LS1+LS1 XK
LS1=LB+L/RP X LE
LB=2L+3,1416X(PD+PI)/2
| Таңба | Техникалық сипаттама | Бірлік |
| K | Температураның өзгеру коэффициенті | мм / м |
| L | Конвейер жақтауының ұзындығы | mm |
| LB | Конвейер таспасының теориялық ұзындығы | mm |
| LE | Катенардың шөгуінің өзгеруі | mm |
| LS1 | Қалыпты температурадағы белдік ұзындығы | mm |
| LS | Температураның өзгеруінен кейінгі белдік ұзындығы | mm |
| PD | Жетек жұлдызшасының диаметрі | mm |
| PI | Бекіткіш тісті дөңгелектің диаметрі | mm |
| RP | Қайтару жолы ролик қадамы | mm |
LE және RP мәні үшін сол жақ мәзірдегі Catenary Sag кестесін қараңыз.
Температураның өзгеру коэффициенті кестесі – К
| Температура диапазоны | Ұзындық коэффициенті ( K ) | ||
| PP | PE | Actel | |
| 0 ~ 20 °C | 0,003 | 0,005 | 0,002 |
| 21 ~ 40 °C | 0,005 | 0,01 | 0,003 |
| 41 ~ 60 °C | 0,008 | 0,014 | 0,005 |
Құндылық түсіндірмесі
1-мысал:
Конвейер жақтауының ұзындығы 9000мм;ені 800 мм болатын 100BFE сериясын қабылдай отырып, кері бұрылу шығыршығының аралығы 950 мм, жетек/бос жүріс жұлдызшалары диаметрі 192 мм, жұмыс жылдамдығы 15 м/мин және жұмыс температурасының диапазоны -20 аралығындағы SPK12FC сериясын қабылдау үшін таңдалады. °C - 20 °C.Өлшемді орнату үшін есептеу нәтижесі келесідей:
LB=2×9000+3,1416×(192+192)/2=18603(мм)
LS1=18603+9000/900×14=18743
LS=18743+(18743×0,01)=18930 ( Жиырылу кезінде өлшем үлкейеді )
Есептеу нәтижесі нақты орнату үшін 18930 мм
2-мысал:
Конвейер жақтауының ұзындығы 7500 мм;ені 600 мм болатын 100AFP сериясын қабылдай отырып, кері қайтару шығыршығының аралығы 950 мм, жетек/бос жүріс жұлдызшалары диаметрі 128 мм, жұмыс жылдамдығы 20 М/мин және жұмыс температурасының диапазоны 20°C-тан SPK8FC қабылдау үшін таңдалған. 65°C.Өлшемді орнату үшін есептеу нәтижесі келесідей:
LB=2×7500+3,1416×(128+128)/2=15402(мм)
LS1=15402+7500/900×14=15519
LS=15519-( 15519 × 0,008 )=15395 ( ыстық кеңею кезінде белдік ұзындығын азайту )
Есептеу нәтижесі нақты орнату үшін 15395 мм құрайды.
Катенарлы шөгу кестесі
| Конвейердің ұзындығы | Жылдамдық (м/мин) | RP (мм) | Максималды SAG (мм) | Қоршаған орта температурасы (°C) | ||||
| Саг | LE | PP | PE | ACTEL | ||||
| 2 ~ 4 м | 1 ~ 5 | 1350 | ± 25 | 150 | 30 | 1 ~ 100 | - 60 ~ 70 | - 40 ~ 90 |
| 5 ~ 10 | 1200 | 125 | 30 | 1 ~ 100 | - 60 ~ 70 | - 40 ~ 90 | ||
| 10 ~ 20 | 1000 | 100 | 20 | 1 ~ 90 | - 50 ~ 60 | - 20 ~ 90 | ||
| 20 ~ 30 | 800 | 50 | 7 | 1 ~ 90 | - 20 ~ 30 | - 10 ~ 70 | ||
| 30 ~ 40 | 700 | 25 | 2 | 1 ~ 70 | 1 ~ 70 | 1 ~ 90 | ||
| 4 ~ 10 м | 1 ~ 5 | 1200 | 150 | 44 | 1 ~ 100 | - 60 ~ 70 | - 40 ~ 90 | |
| 5 ~ 10 | 1150 | 120 | 28 | 1 ~ 100 | - 60 ~ 60 | - 30 ~ 70 | ||
| 10 ~ 20 | 950 | 80 | 14 | 1 ~ 85 | - 40 ~ 40 | - 10 ~ 50 | ||
| 20 ~ 30 | 800 | 60 | 9 | 1 ~ 65 | - 10 ~ 30 | 1 ~ 80 | ||
| 30 ~ 40 | 650 | 25 | 2 | 1 ~ 40 | 1 ~ 60 | 1 ~ 80 | ||
| 10 ~ 18 м | 1 ~ 5 | 1000 | 150 | 44 | 1 ~ 100 | - 50 ~ 60 | - 40 ~ 90 | |
| 5 ~ 10 | 950 | 120 | 38 | 1 ~ 100 | - 50 ~ 50 | - 40 ~ 90 | ||
| 10 ~ 20 | 900 | 100 | 22 | 1 ~ 90 | - 40 ~ 40 | - 35 ~ 80 | ||
| 20 ~ 30 | 750 | 50 | 6 | 1 ~ 80 | - 10 ~ 30 | - 35 ~ 80 | ||
| 30 ~ 35 | 650 | 35 | 4 | 1 ~ 70 | - 5 ~ 30 | - 10 ~ 80 | ||
| 35 ~ 40 | 600 | 25 | 2 | 1 ~ 65 | 1 ~ 60 | 0 ~ 80 | ||
| 18 ~ 25 м | 1 ~ 5 | 1350 | 130 | 22 | 1 ~ 100 | - 60 ~ 60 | - 40 ~ 90 | |
| 5 ~ 10 | 1150 | 120 | 28 | 1 ~ 95 | - 50 ~ 50 | - 40 ~ 85 | ||
| 10 ~ 15 | 1000 | 100 | 20 | 1 ~ 95 | - 40 ~ 40 | - 30 ~ 80 | ||
| 15 ~ 20 | 850 | 85 | 16 | 1 ~ 85 | - 30 ~ 40 | - 30 ~ 80 | ||
| 20 ~ 25 | 750 | 35 | 3 | 1 ~ 80 | 1 ~ 60 | 0 ~ 70 | ||
Жылдамдық 20 м/мин астам болғанда, белдікті кері бағытта қолдау үшін шарикті мойынтіректерді қабылдауды ұсынамыз.
Қандай жылдамдық конструкцияларына қарамастан, жетек қозғалтқышы жылдамдықты азайту құрылғысын қабылдауы және төмен жылдамдық жағдайында іске қосылуы керек.
Ең жақсы қашықтық ретінде RP мәнін ұсынамыз.Нақты дизайндағы аралық RP мәнінен аз болуы керек.Қайтару шығыршықтары арасындағы қашықтықты жоғарыдағы кестеге жүгінуге болады.
SAG мәні идеалды максимум болып табылады;белдіктің икемділігі SAG мәнінің ауқымында бақылануы керек.
LE мәні - теорияда белдік ұзындығын алып тастағаннан кейін шөгудің өсу ұзындығы.