Қолдау әдісі
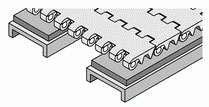
HONGSBELT модульдік конвейер таспасының ең жақсы қолдау әдісі - таспаның астындағы тірек ретінде тозу жолақтарын қабылдау.Таспаны қолдау үшін роликтерді қабылдамау үшін , өйткені роликтер арасындағы аралық модульдерді байланыстыру орнында әдеттен тыс діріл тудырады және жұлдызшалар конвейер таспасына дұрыс емес қосылуға әкеледі.Жолақтарды қолдаудың екі қалыпты жолы бар;бірі параллель орналасу, екіншісі шеврон орналасуы.HONGSBELT конвейер таспаларын екі тірек жолмен де қолдауға болады. HONGSBELT сериялық өнімдері әртүрлі тозу жолақтары дизайнына жарамды.
Параллельді орналастыру
Тікелей тозу жолақтары рамаға орналастырылады және белдіктің тасымалдау бағытымен параллельді.Бұл HONGSBELT өнімдерін қабылдауға арналған ең танымал дизайн.
Параллель тозу жолағы үшін орнату түсіндірмесі
Температураның өзгеруіне байланысты термиялық кеңею мен жиырылуына байланысты аралық үлкен болмау үшін тозу жолақтарын бүйірлік крест әдісімен біріктіру ең жақсы орналасу болып табылады.Бұл жұмыс кезінде конвейер таспасының батып кетуіне байланысты ойық пішіндегі аралықтардың пайда болуына және шу мен әдеттен тыс үзілістерге әкелуі мүмкін.
Ойынның орналасуына қатысты сол жақ мәзірдегі Қауым диаграммасын қараңыз.
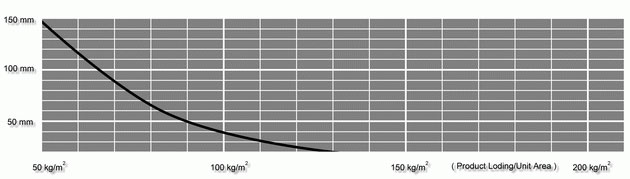
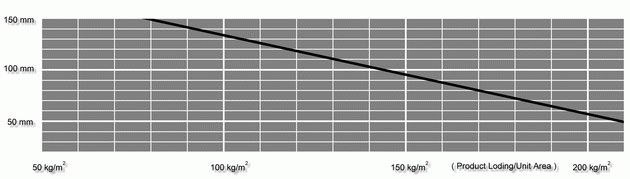
Қадам диаграммасы - 100 сериясының P
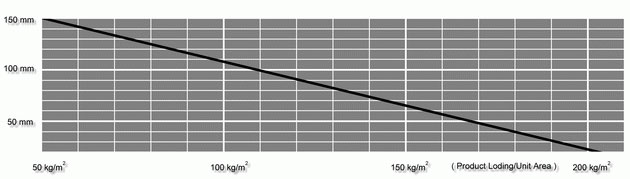
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
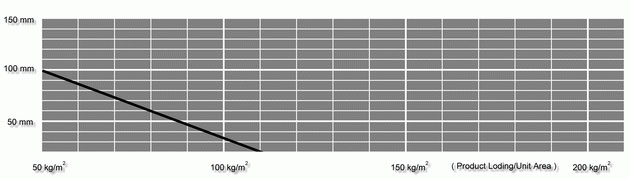
Қадам диаграммасы - 200 сериясының P түрі А
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
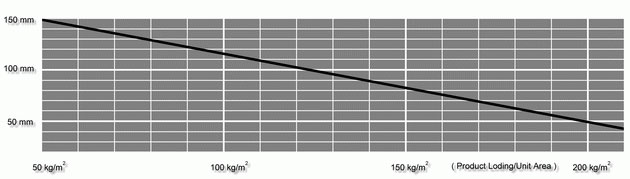
Қадамдық диаграмма кестесі - 200 сериясының P B түрі
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
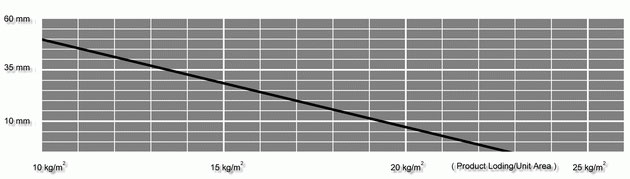
Қадамдық диаграмма кестесі - 300 сериясының P
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
Қадам диаграммасы - 400 сериясының P
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
Қадам диаграммасы - 500 сериясының P
Ескертпелер
Жоғарыдағы график тірек тозу орталығының аралық деректері болып табылады;бұл деректер жуықтау және тек анықтама үшін берілген.Орнату кезінде оны орташа және қисық деректерден кішірек етіп бөліңіз.
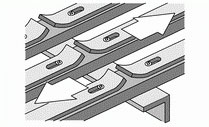
Chevron Wearstrips Arrangement
Тозу жолақтарын шеврон орналасуына орналастыру үшін;ол белдіктің бүкіл еніне төтеп бере алады және белдіктің тозу жағдайы орташа түрде бөлінеді. Бұл орналасу ауыр жүкті қолданбалар үшін де жақсы.Ол жүктемені орташа түрде таратып, белдіктің тірек енін азайта алады;оның түзу сызықты қозғалыстағы бағыттаушы әсері де түзу тозу жолақтарына қарағанда жақсырақ.Бұл біз ұсынатын ең жақсы қолдау әдісі.
Chevron Wearstrips Arrangement орнату
Шевронды орналастыру жолақтарын орнату кезінде тозу жолақтарының көлденең жанама бұрышы θ мен қадамдық орналасуы P1 арасындағы қарама-қарсы қатынасқа ерекше назар аударыңыз.Тозу жолақтарын белдік пен тозу жолақтарының жанасу нүктесінде төңкерілген үшбұрышқа өңдеңіз;ол белдіктің жұмысын біркелкі етеді.
Chevron Wearstrip Arrangement Pitch кестесі - P1
бірлік: мм
| Жүктелуде | ≤ 30кг / М2 | 30~60кг / М2 | ≥ 60 кг / М2 | ||||||||||
| DEG. | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | |
| Сериялар | 100 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 |
| 200А | 100 | 90 | 85 | 80 | 80 | 75 | 70 | 65 | 65 | 60 | 55 | 50 | |
| 200B | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 300 | 150 | 145 | 135 | 135 | 135 | 130 | 120 | 110 | 130 | 125 | 115 | 110 | |
| 400 | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 500 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 | |
Конвейердің орташа енін сәйкестендіру және қадамды өзіңіз реттеу үшін қадам диапазоны үшін жоғарыдағы кестені қараңыз.
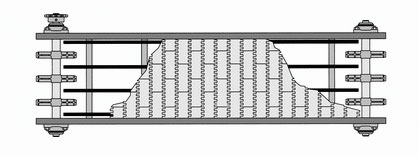
Шөгу аймағының шешімі
Ауыр жүкті тасымалдау немесе жылжу және сырғанау сияқты тұрақсыз жағдайларда жұмыс істегенде;құрылымдық шөгу ауырлық күшінің әсерінен қосылу орнында пайда болады.Бұл таспаның бетінде тозу жолақтары мен жетек/қосқыш тісті доңғалақ арасында шөгу пайда болуына әкеледі.Бұл белдіктің дұрыс қосылмауына және тасымалдау процедурасына әсер етеді.
Жоғарыда айтылған жағдайды болдырмас үшін, белдік тірегін күшейту үшін нығайтылған тозу жолағын қабылдауды ұсынамыз. Дизайндың негізгі нүктесі тозу жолақтарын жұлдызшаның орталық орнына жақындату болып табылады.
Wearstrip-тен Sprockets орталығына дейінгі ең жақын қашықтық
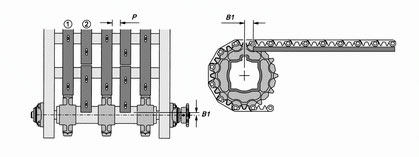
B1 сәйкес өлшемі, төмендегі кестені қараңыз.Тозу жолақтары 1-орналасқа орнатылды, ал B1 2-ші орында орнатылды. Бүйірлік көлденең орналасу арасындағы қадам үшін Қадамды қараңыз.
Сол жақ мәзірдегі диаграмма.
| Сериялар | B1 |
| 100 | 26мм |
| 200 | 13мм |
| 300 | 23 мм |
| 400 | 5мм |
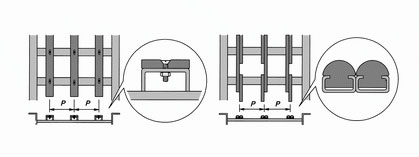
Киім жолақтарын өңдеу
Тозу жолақтары әдетте TEFLON немесе UHMW, HDPE қосындысы пластикалық материалдан жасалады.Нарықта сатып алуға болатын әртүрлі стандартты өлшемдер бар.Бұл тозу жолақтарын конвейер жақтауының C пішінді бұрыштық болатына дәнекерлеу арқылы бекітуге немесе бұрандалармен тікелей бекітуге болады.Орнату кезінде температураның өзгеруіне байланысты пластик материалдың термиялық кеңеюі мен жиырылуы үшін жеткілікті бос орын қалдырыңыз.Біз тозу жолақтарымен жабылған пластик материалдың ұзындығы 1500 мм-ден аспауға кеңес береміз.
Жұмыс ортасының температурасы 37°C-тан төмен болғанда, А әдісін қолданыңыз. Температура 37°C-тан жоғары болғанда, В әдісін қолданыңыз. Жақсырақ және біркелкі жұмыс істеу үшін тозу жолағын екі жағындағы аралықтарды өңдеңіз. орнату алдында инвертті үшбұрыш.
Тозуға арналған жолақ материалы
Тозу жолақтарының аралықтарына арналған материалдар TEFLON, UHMW және жалпы HDPE болып табылады.Олар жұмыс ортасының барлық түрлеріне сәйкес өңделеді.Төмендегі кестені қараңыз.
| Материал | UHMW / HDPE | Actel | |||
| Құрғақ | Дымқыл | Құрғақ | Дымқыл | ||
| Айналу жылдамдығы | < 40М/мин | O | O | O | O |
| > 40М/мин | △ | O | O | O | |
| Қоршаған ортаның температурасы | < 70 °C | O | O | O | O |
| > 70 °C | X | X | △ | O | |
Төмен температура
Төмен температура жағдайында тозу жолақтары пластикалық материалдан, UHMW немесе HDPE жасалған, физикалық өзгерістерге, термиялық кеңеюге және қысқаруға байланысты деформацияланатын болады.Бұл конвейердің жұмыс тиімділігіне әсер етеді.
Сондықтан, егер жоғары температура мен төмен температура арасындағы температура диапазоны 25°C-ден жоғары болса, аралық бөліктің бөлінуіне жол бермеу үшін металл шұңқыры бар тозу жолақтарын қабылдау қажет.
Жоғары температура
HONGSEBLT модульдік конвейер таспасы 95°C бу және 100°C су астында қалған ыстық су және т. жоғары температурада біз жоғарыда айтқан ортада қолдау.Өйткені, олар жоғары температуралық ортада айтарлықтай кеңейіп, деформацияланатын болады;ол конвейерді зақымдайды.
Арнайы конструкциясы бар құрылым және тозу жолағы кеңейту өлшемін есептегеннен кейін және шегергеннен кейін қалыпты жолда шектелген жағдайда ғана қоршаған ортаның жоғары температурасынан туындаған қудалауды жеңе алады.Анықтама ретінде сізге техника сипаттамасын беруде мол тәжірибеміз бар.Қосымша ақпарат алу үшін HONGSEBLT техникалық бөліміне және жергілікті агенттіктерге хабарласыңыз.
Пластикалық материал жоғары температурада жұмсақ болады;артық салмақ үйкелісті арттырады және белбеу мен моторды зақымдауы мүмкін шамадан тыс жүктемеге әкеледі.Сондықтан, температурасы 85°C-тан жоғары жұмыс ортасында тот баспайтын болаттан жасалған сілтемелер арқылы белдіктің беріктігін 40%-ға дейін төмендетуге тура келеді.
Біздің ұзақ уақыт бойы тәжірибемізге сәйкес, жоғары температура жағдайында тасымалдау жылдамдығы баяу болады.Біз сізге тот баспайтын болаттан жасалған бұйымдарды ылғалды немесе суға батқан ортада тегіс бетімен қабылдауды ұсынамыз және оның жанасу аймағы 20 мм-ден аспайды.Сондай-ақ, TEFLON беттік процесі бар тот баспайтын болатты қабылдауға болады, ол үйкеліс коэффициентін азайтуда жақсы.