Аранжировка
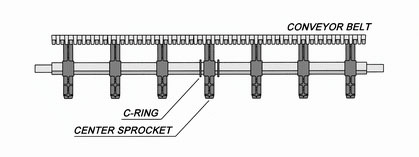
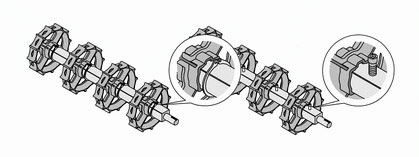
Тасымалдау бағыты конвейердің жұмысы кезінде тураланған қозғалысты сақтайтынына көз жеткізу үшін орталық жұлдызшаны конвейер таспаларының енінің ортаңғы орнына орнату керек.Жетек / Бос жүріс жұлдызшалары екі жағындағы сақиналармен бекітілуі керек, бұл дөңгелектердің дұрыс күйде бекітілуін қамтамасыз етеді.Бұл тірек жұлдызшалары конвейердің бүйір жақтаулары арасында таспаның дұрыс жұмыс істеуін қамтамасыз ету үшін оң жолды қамтамасыз етеді.
Орталық жұлдызшаны қоспағанда, біліктің ортаңғы күйінде орнатылуы керек, басқа жұлдызшаларды бекіту қажет емес;оларға термиялық кеңею және жиырылу жағдайында белдікпен еркін қосылуға рұқсат етіледі. Бұл жетек әдісі белдік пен жұлдызшалардың дұрыс емес қосылуын болдырмайды.
Жұлдызшалар арасындағы аралық орналасуына қатысты, сол жақ мәзірдегі Тісті аралық аралықты қараңыз.
Токарлық конвейер таспасының жұлдызшасының орналасуы
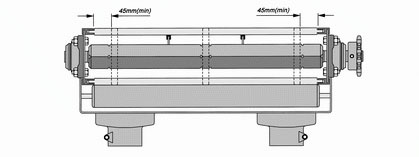
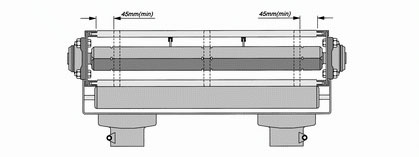
Жұлдызшаларды орналастырған кезде аралық 145 мм-ден аспайды, ал орталық жұлдызшаны бекіткіш сақиналармен бекіту керек.
Конвейерлік жүйенің ұзындығы таспаның енінен 4 есе аз болса, аралық 90 мм-ден аспайды.Сыртқы жұлдызша мен белдік жиегі арасындағы қашықтық 45 мм-ден артық болуы керек.
Жұлдызшалар арасындағы аралық орналасуына қатысты, сол жақ мәзірдегі Тісті аралық аралықты қараңыз.
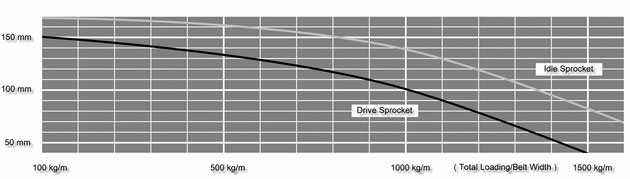
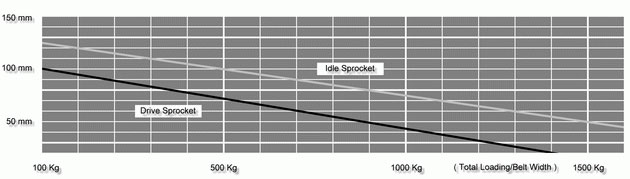
100 сериясының жұлдызша аралық диаграммасы
Ескертпелер
Жоғарыдағы график жұлдызша центрінің аралық деректері;бұл деректер жуықтау және тек анықтама үшін берілген.Жобалау және өңдеу кезінде жұлдызшалардың белдікпен түйісетін нақты орнына басымдық беріңіз.
Тісті доңғалақтарды орнату кезінде қисық деректерге жүгініңіз және аралықты орнатыңыз.Ол орташа және қисық деректерден кішірек бөлінуі керек.
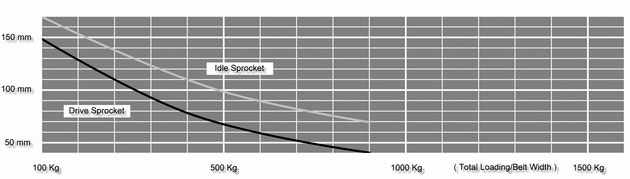
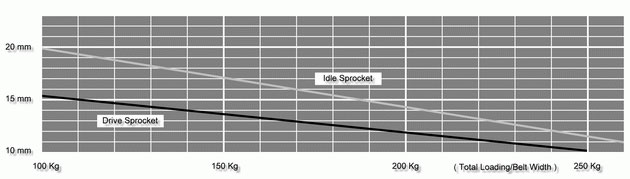
200 сериясының жұлдызша аралық диаграммасы
Ескертпелер
Жоғарыдағы график жұлдызша центрінің аралық деректері;бұл деректер жуықтау және тек анықтама үшін берілген.Жобалау және өңдеу кезінде жұлдызшалардың белдікпен түйісетін нақты орнына басымдық беріңіз.
Тісті доңғалақтарды орнату кезінде қисық деректерге жүгініңіз және аралықты орнатыңыз.Ол орташа және қисық деректерден кішірек бөлінуі керек.
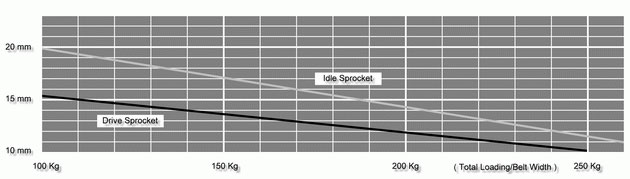
300 сериясының жұлдызша аралық диаграммасы
Ескертпелер
Жоғарыдағы график жұлдызша центрінің аралық деректері;бұл деректер жуықтау және тек анықтама үшін берілген.Жобалау және өңдеу кезінде жұлдызшалардың белдікпен түйісетін нақты орнына басымдық беріңіз.
Тісті доңғалақтарды орнату кезінде қисық деректерге жүгініңіз және аралықты орнатыңыз.Ол орташа және қисық деректерден кішірек бөлінуі керек.
400 сериясының жұлдызша аралық диаграммасы
Ескертпелер
Жоғарыдағы график жұлдызша центрінің аралық деректері;бұл деректер жуықтау және тек анықтама үшін берілген.Жобалау және өңдеу кезінде жұлдызшалардың белдікпен түйісетін нақты орнына басымдық беріңіз.
Тісті доңғалақтарды орнату кезінде қисық деректерге жүгініңіз және аралықты орнатыңыз.Ол орташа және қисық деректерден кішірек бөлінуі керек.
500 сериясының жұлдызша аралық диаграммасы
Ескертпелер
Жоғарыдағы график жұлдызша центрінің аралық деректері;бұл деректер жуықтау және тек анықтама үшін берілген.Жобалау және өңдеу кезінде жұлдызшалардың белдікпен түйісетін нақты орнына басымдық беріңіз.
Тісті доңғалақтарды орнату кезінде қисық деректерге жүгініңіз және аралықты орнатыңыз.Ол орташа және қисық деректерден кішірек бөлінуі керек.
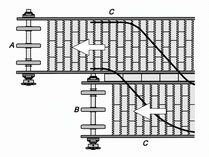
айқас және параллель
Көлденең қосылуға арналған конвейер таспаларын қолдану кезінде тісті жұлдызшалардың бекітілген әдісіне ерекше назар аудару керек.
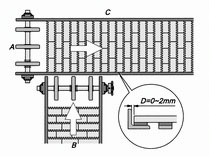
В конвейері А конвейерімен қиылысқан кезде В конвейеріне жақын орналасқан А конвейерінің жұлдызшасы бекітілуі керек.Сонымен қатар, A конвейерінің D мәнін (9-кесте) азайту керек, ал аралықтарды C жағының D мәніне қосу керек. Қосудың ең жақсы әсерін алу үшін А конвейерінің барлық кеңею рұқсаттары С жағында сақталады.
Конвейерлерді параллель қосуға арналған тісті тетік
Параллельді қосу үшін конвейер таспаларын қолдану кезінде екі конвейердің жетекші жұлдызшасын басқа конвейерге жақын жағында бекітуге ерекше назар аудару керек.D мәні үшін жоғарыда айтылған суретті қараңыз және температура өзгерген кезде екі конвейердің жақтаулары арасындағы қашықтық ең төменгі шекке дейін азаюы үшін кеңейту рұқсатының аралығын C жағында қалдырыңыз.
Бос жүріс жұлдызшасы
орталықТасымалдау бағыты қиғаштықсыз түзу болатынына көз жеткізу үшін бос біліктің жұлдызшасы тірек сақиналары арқылы бекітілуі керек.Жетек жұлдыздарының саны минус 2 - бос тұрған жұлдызшалардың саны.Аралық білікке орташа түрде бөлінуі керек.Бос тұрған жұлдызшалардың саны 3 данадан кем емес.Сол жақ мәзірдегі Sprocket Spacing бөлімін қараңыз.
Конвейер лентасын бұруға арналған бос жүріс тісті механизмі
Бос тұрған біліктегі жұлдызшаның аралығы жобалау кезінде 150 мм-ден аспайды.Егер конвейер жүйесі екі жақты тасымалдауда жобаланса, жұмыс істемейтін жұлдызшалардың орналасуы жетекші жұлдызшалармен бірдей болуы керек.Сол жақ мәзірдегі Sprocket Spacing бөлімін қараңыз.
Үзіліссіз жұмыс
Конвейер үзіліссіз жұмыс жағдайында болған кезде таспаның екі жағынан жылжуы құбылысы оңай болады және таспа мен жұлдызшалардың дұрыс емес қосылуына әкеледі.Бос жұлдызшалар бекіткіш сақиналармен бекітілмегендіктен, біліктің екі жағына қарай жылжиды.Егер жағдай реттелмесе, ол конвейердің жұмысына әсер етеді.
Алтыбұрышты адаптер
Жеңіл өнімді тиеу үшін жетек/бос білік төртбұрышты білікті өңдеудің орнына дөңгелек тесік адаптерін қабылдай алады.Жеңіл жүкті жұмыс ортасына және ені 450 мм болатын белдікке қолдану ұсынылады.
Ұстағыш сақиналар
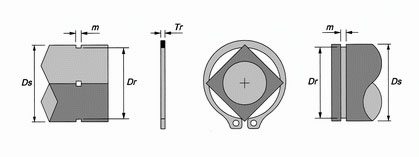
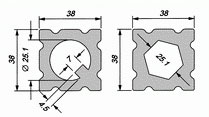
| DS | Код | m | Tr | Dr | |
| Шаршы | 38 мм | 52 | 2,2 мм | 2 мм | 47,8 мм |
| 50 мм | 68 | 2,7 мм | 5 мм | 63,5 мм | |
| 64 мм | 90 | 3,2 мм | 3 мм | 84,5 мм | |
| Дөңгелек | ?30 мм | 30 | 1,8 мм | 1,6 мм | 27,9 мм |
| ?45 мм | 45 | 2,0 мм | 1,8 мм | 41,5 мм | |